Снятие и разборка сцепления. Для снятия сцепления необходимо снять силовой агрегат с автомобиля, отсоединить коробку передач и затем, зафиксировав маховик стопором, отвернуть болты крепления сцепления и снять его.
Для разборки и сборки сцепления необходимо иметь: приспособление (рис. 81); торцовый ключ с головками 12, 17 мм; ключ рожковый 14 мм; отвертку с шириной лезвия не более 6 мм; комбинированные плоскогубцы; ножовку по металлу.
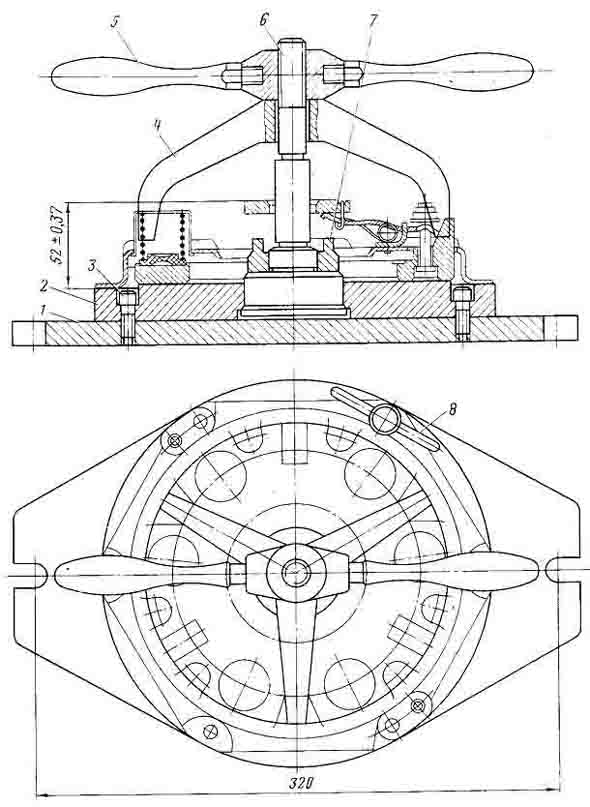
Рис. 81. Приспособление для разборки и сборки сцепления: 1 — плита; 2 — опора; 3, 6 — винты; 4 — прижимной кронштейн; 5 — рукоятка зажима; 7 — упор; 8 — винт зажима
Перед разборкой сцепление очищают от грязи и насухо протирают.
Устанавливают кожух сцепления в сборе с нажимным диском (см. рис. 78) в приспособление для разборки и сборки сцепления и распиливают буртики регулировочных гаек 4, вдавленные в пазы пальцев 5. Вывертывают и снимают регулировочные гайки 4, опор-ные шайбы 3, пяту 8, рычаги 7 и пружины 12.
Отвертывают рукоятку 5 (см. рис. 81) приспособления и снимают скобу приспособления и кожух 1 (см. рис. 78), стаканы 9 нажимных пружин, нажимные пружины 11 и термоизоляционные прокладки 10. Снимают стопорное кольцо 7 (см. рис. 80) и регулировочные шайбы 6 с оси 3 вилки.
Отвертывают гайку 14, снимают шайбу 15, осторожно выбивают клин 16, вынимают ось втулки из гнезд картера сцепления и отверстия вилки 5 выключения сцепления. Снимают возвратную пружину 4, два соединительных звена 13, обойму 11 подпятника выключения сцепления и втулки 2 и 8. Вставляют две отвертки между буртом сальника и картером сцепления, выпрессовывают сальник картера сцепления (только при необходимости замены).
Проверка состояния деталей. Потребность в проверке деталей механизма сцепления возникает обычно при износе фрикционных накладок или графитового подпятника. Остальные детали изнашиваются незначительно, причем их износ не приводит к потере работоспособности механизма. При осмотре разобранного сцепления необходимо тщательно проверить его детали.
Картер сцепления. Уплотняющие поверхности картера не должны иметь рисок, забоин и трещин. Риски и забоины следует зачистить, при обнаружении трещин—заварить или заменить картер. Проверить размеры втулок и оси вилки (см. прил. 2), зазор между втулками и осью не должен превышать 0,6 мм. При увеличении зазора втулки заменяют.
Ведомый диск. Необходимо убедиться в легкости перемещения ступицы диска по шлицам ведущего вала коробки передач. При большом износе шлицев ступицы или вала (перекос ступицы навалу) изношенные детали заменяют. Фрикционные накладки не должны быть замасленными, поломанными, обгоревшими или изношенными до головок заклепок. В противном случае накладки заменяют, так как при наличии указанных отступлений уменьшается коэффициент трения между ведущим и ведомым элементами, что приводит к пробуксовке сцепления при разгоне автомобиля или при повышении сопротивления его движению.
Проверяют состояние торцов по наружному диаметру и упругость пружин 5 (см. рис. 79) демпфера. По торцам и наружному диаметру пружины гасителя крутильных колебаний не должны иметь следов натиров и выработки глубиной более 0,2 мм. Длина пружины в свободном состоянии должна быть 24,25...24,75 мм, a при сжатии нагрузкой 42...50 кгс — 21,5 мм. Момент трения в гасителе крутильных колебаний ведомого диска сцепления находится в пределах 0,375...09 кгс м, при этом поверхности трения ведомого диска 10, пластины 8 демпфера, ступицы 6, колец 7 демпфера должны быть чистыми и сухими.
При наклепке новых фрикционных накладок следует обратить внимание на то, чтобы каждое второе отверстие накладки было просверлено насквозь, а клепка осуществлялась таким образом, чтобы обе накладки в отдельности были заклепаны через одно отверстие в пластине. После приклепки фрикционных накладок проверяют ведомый диск в сборе на биение рабочих поверхностей накладок относительно оси ступицы (на оправке или на ведущем валу коробки передач), которое должно быть не более 0,75 мм, и выполняют статическую балансировку. Допустимый дисбаланс 15 г- см, который достигается установкой балансировочных грузиков (см. поз. 11 на рис. 79) или съемом материала фрикционных накладок.
Проверяют толщину диска в сборе в свободном состоянии, которая должна быть 8,1...8,7 мм.
Нажимной диск сцепления. Проверяют неплоскостность рабочей поверхности нажимного диска 2 (см. рис. 78). Неплоскостность допускается не более 0,05 мм. Если на рабочей поверхности имеются кольцевые риски, диск необходимо прошлифовать. Шлифование нажимного диска и связанное с этим уменьшение его толщины снижает суммарное рабочее усилие нажимных пружин 11. Для сохранения этого усилия при сборке сцепления требуется установить шайбы под термоизоляционные прокладки 10. Толщина шайбы должна быть равна толщине снятого при шлифовании слоя металла. Боковые поверхности трех выступов не должны иметь износа более 0,2 мм.
Нажимные рычаги 7 и рабочие поверхности под опору и пяту нажимного диска не должны иметь износа более 0,2 мм.
Нажимные пружины. Проверяют упругость пружин. По значению рабочего усилия, необходимого для сжатия пружин до размера 31 мм, их сортируют на две группы: с рабочим усилием 50,5...53,5 кгс, которые маркируют коричневым цветом, и с рабочим усилием 53,5...56,5 кгс, которые маркируют зеленым цветом. На одно сцепление ставят нажимные пружины одного цвета.
Подпятник выключения сцепления. Повышенный износ подпятника возникает, если при эксплуатации автомобиля не отрегулирован свободный ход педали сцепления, а также при неправильном вождении автомобиля, т. е.. когда без надобности держат ногу на педали сцепления. Поверхности цапф обоймы не должны иметь износа более 0,3 мм, в противном случае подпятник в сборе следует заменить. Осматривают шариковый комбинированный подшипник. Если осевой разбег подшипника более 0,35 мм, подшипник необходимо заменить.
Проверяют наличие смазки в подшипнике, при отсутствии смазки (сухое качение шариков) подшипник заменяют или заполняют смазкой. Для этого, не разбирая, промывают его в бензине и просушивают. В ванне нагревают смазку ЛЗ-31 до температуры 150...170 °С и помещают в нее подшипник в сборе на 15...20 мин, после этого остужают ванну до температуры не выше 50 °С, вынимают подшипник и протирают его снаружи.
Игольчатый подшипник ведущего вала коробки передач (перед-ний). Проверяют свободу вращения подшипника в сборе с болтом. Вращение должно быть свободным, без заедания. Промывают подшипник и заправляют тугоплавкой смазкой № 158 в количестве 2...3 г. Смазку вводят со стороны резьбовой части болта.
Сборка сцепления. Сборку выполняют в обратной последовательности с учетом следующего:
устанавливая (см. рис. 77) манжету 9 в картер 10 сцепления, необходимо смазать наружный диаметр и рабочую кромку манжеты маслом для коробки передач и проверить правильность установки пружины манжеты. Затем установить (см. рис. 80) втулки 2 и 8, смазав рабочие шейки оси 3 смазкой № 158, собрав ее с пружиной 4 и вилкой 5 выключения. Затянуть гайку 14 клина 16 (момент затяжки 2,2...3,2 кгс- м).
Проверить и при необходимости установить осевое перемещение оси 3 в пределах 0,1...0,5 мм, который обеспечивается подбором шайб 6;
установить на вилку 5 обойму 11 с подпятником 12, смазав цапфы обоймы смазкой № 158, и закрепить ее скобами;
собрать нажимной диск сцепления с кожухом. Перед сборкой (см. рис. 78) опорные поверхности шайбы 3, упорных стоек 6, рычагов 7 и пяты 8 слегка смазать смазкой № 158;
отрегулировать предварительно положение пяты на размер 52 мм±0,37 мм, регулировочные гайки 4 (см. рис. 78) при этом не стопорить;
снять сцепление в сборе с приспособления и прокачать его, нажимая на пяту рычагов при помощи рычажного или винтового пресс. Ход пяты при этом должен быть II мм, количество качков
Установка и окончательная регулировка сцепления. Устанавливают оправку (в качестве оправки можно использовать ведущий вал коробки передач) в подшипник 12 (см. рис. 77) ведущего вала коробу передач, протирают опорную поверхность маховика и устанавливают по шлицам оправки ведомый диск сцепления. Устанавливают на маховик диск с кожухом в сборе, совместив при этом номера, нанесенные на кожухе сцепления и на маховике (см. вид А на рис. 77). Этим сохраняется взаимное положение деталей которое было при динамической балансировке коленчатого вала в сборе с маховиком и сцеплением. Прикрепляют сцепление болтами 3 к маховику с моментом затяжки 1,6...2 кгс- м.
Подготавливают приспособление (см. рис. 42) для окончательной окулировки положения пяты сцепления на двигателе. Устанавливают перемычку 2 с индикатором на установочную плиту 5 по стальной стойке 1 пяты, задавая натяг 0.5...1 мм и совмещая стрелу индикатора с нулем. Контрольную стойку устанавливают на номинальный установочный размер пяты, равный 52 мм±0,37 мм. Устанавливают приспособление для проверки биения пяты на шпильки картера и закрепляют его.
Регулируют положение пяты на размер (52±0,37) мм и взаимное биенье плоскости (см. рис. 77) пяты сцепления относительно маховика отвертыванием или завертыванием регулировочных гаек 18, При регулировке рычаги 16 следует сдвинуть в крайнее положение от центра до упора в упорные стойки 17, т. е. зазора в соединении не должно быть. Биение плоскости b пяты 15 должно быть не более 0,1 мм.
После регулирования биения пяты необходимо застопорить регулировочные гайки 18, вдавив бурт на гайках в продольную прорезь на торцах пальцев 19. После стопорения гаек биение пяты не должно превышать 0,8 мм.
